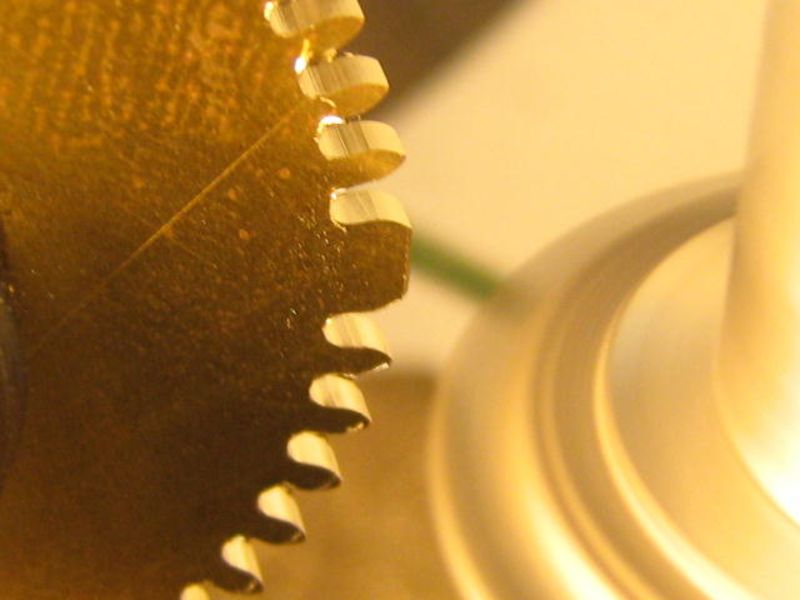
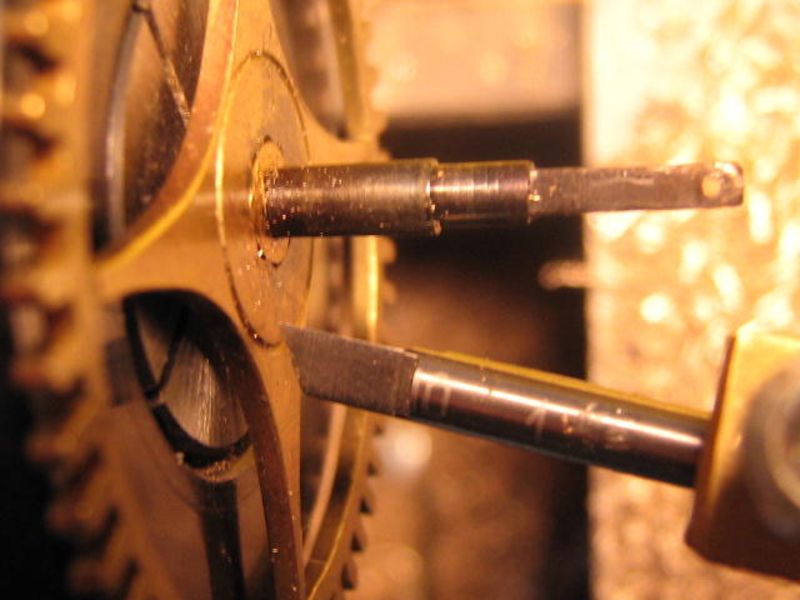
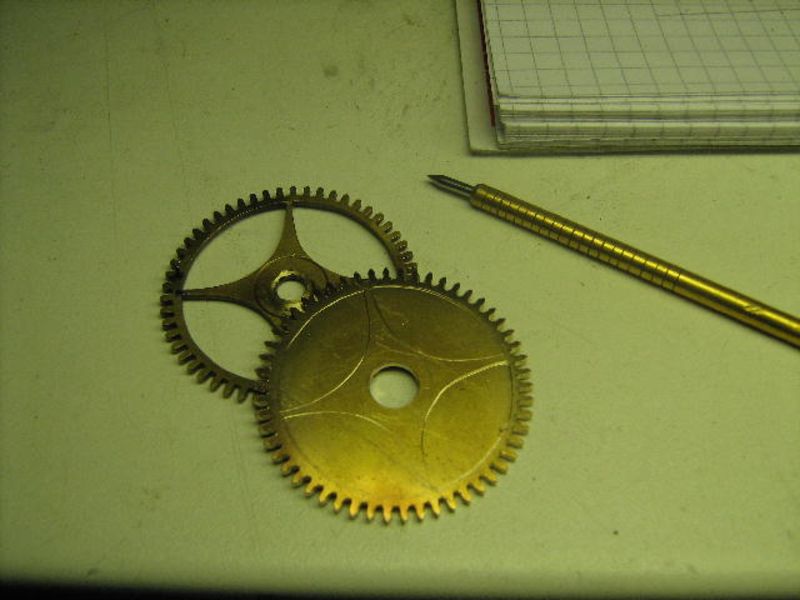
Das Anlaufrad ist gebrochen... Es muss vor längerer Zeit im Bereich der ursprünglichen Bohrung für den Anlaufstift gebrochen sein und ist dann mit Zinn gelötet worden... 2 Zähne weiter ist dann ein neuer Stift in den Radkranz gesetzt worden.
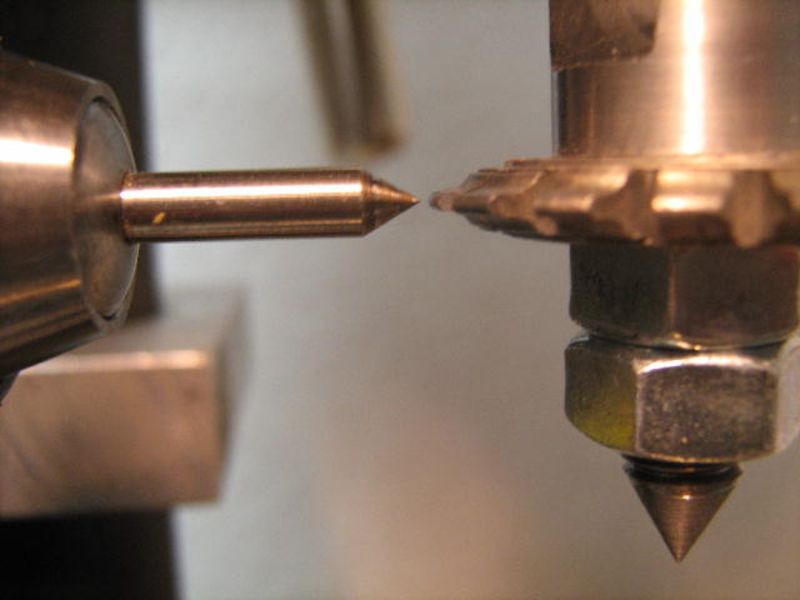
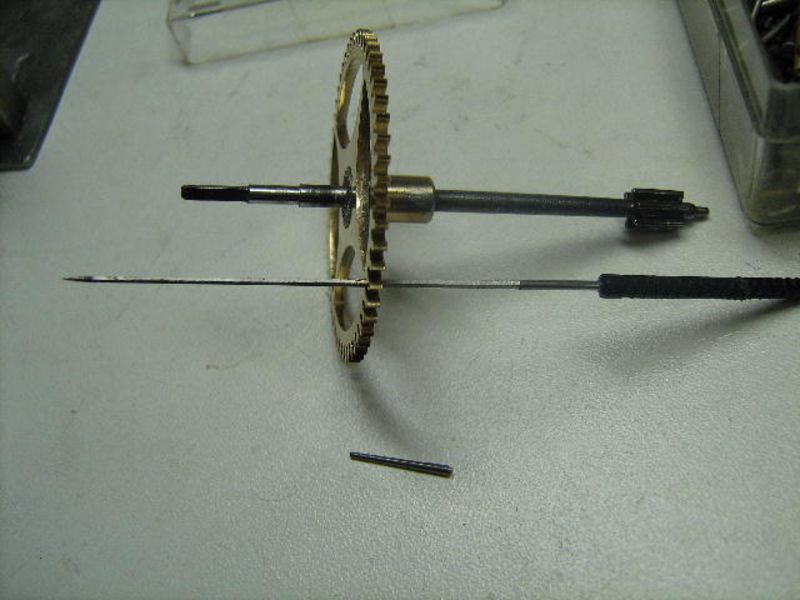
Wenn der Schlag der Uhr beendet wird, fängt ein Hebel vom Schlagwerk diesen Stift vom Anlaufrad ein und blockiert das weitere Laufen des Schlages.
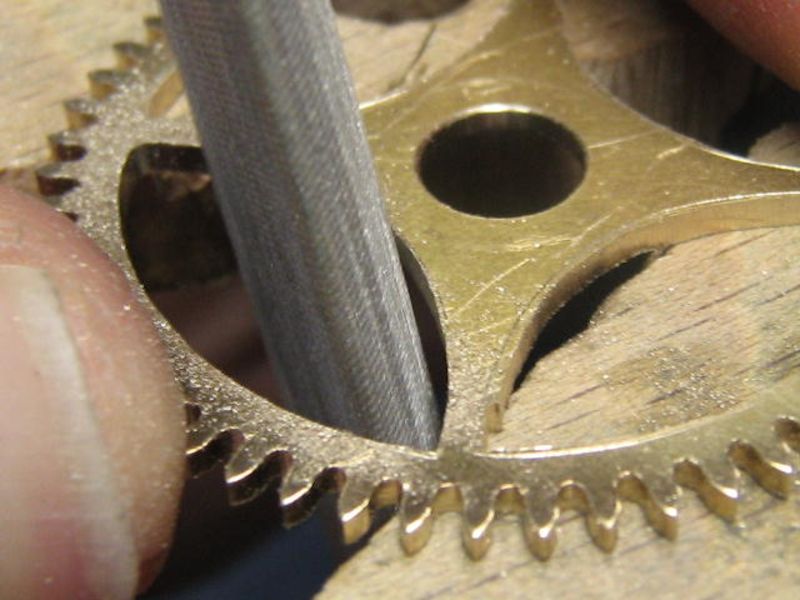
Man kann sich leicht vorstellen, welche Kraft bei diesem Vorgang jeweils auf dieses Anlaufrad mit dem Stift einwirkt. Diese Lötung ist nun wieder gebrochen. Da im Bereich der Bruchstelle nur sehr wenig Material vorhanden ist, kann man durch nochmaligen löten der Bruchstelle keine dauerhafte Haldbarkeit erwarten.
Beim Löten mit Zinn haben sich auch eine Menge Flussmittel in die Poren des Materials abgesetzt. Dadurch ist ein haltbareres Hartlöten nicht mehr möglich.
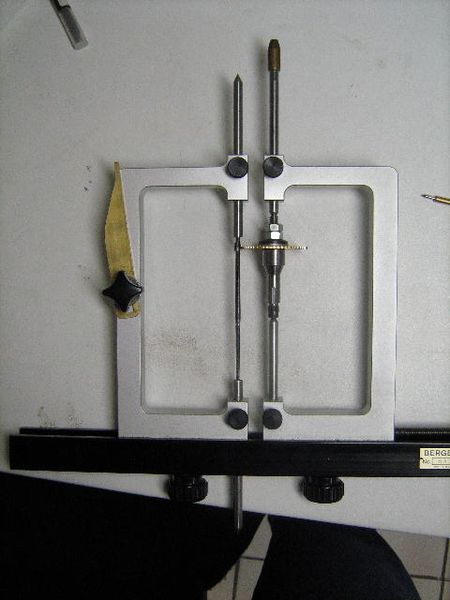
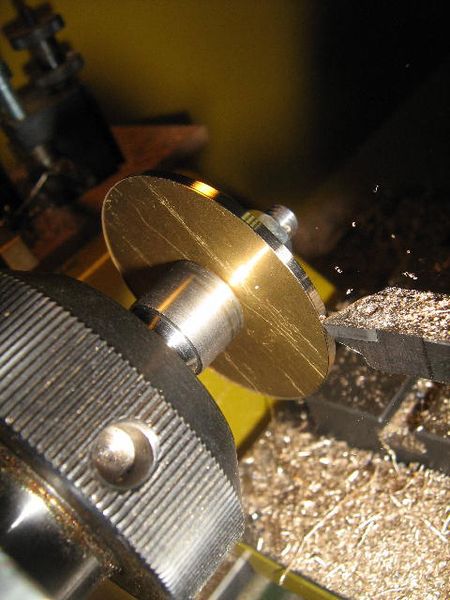
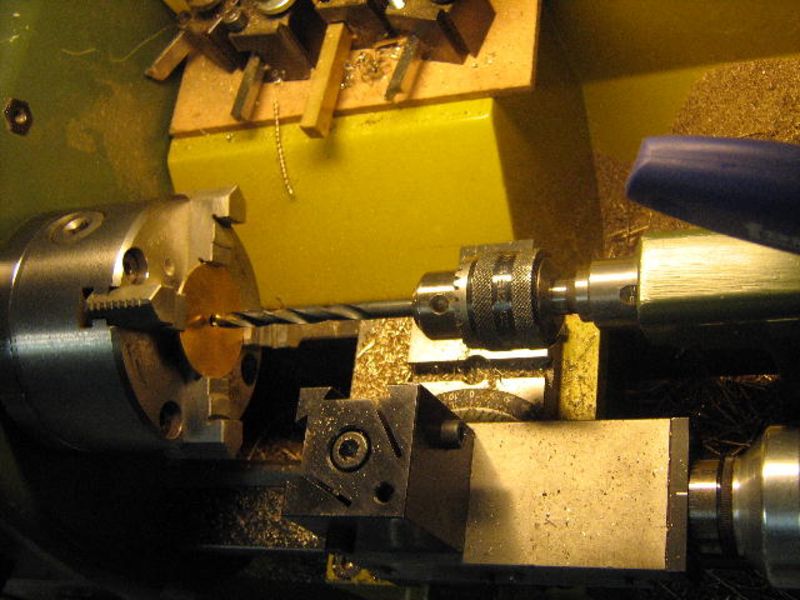
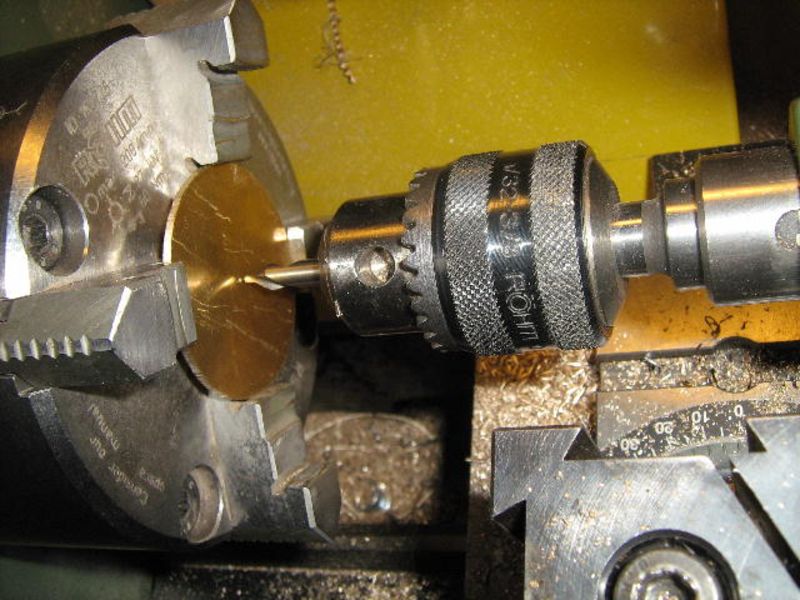
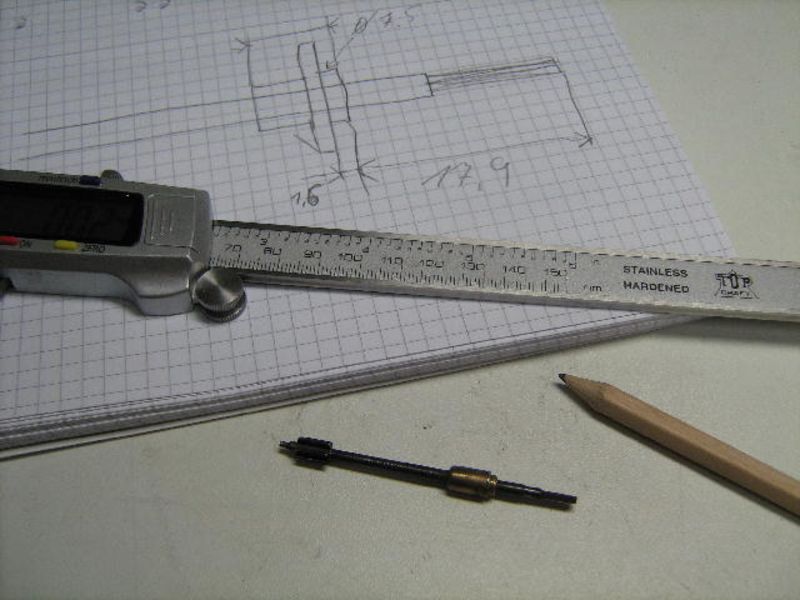
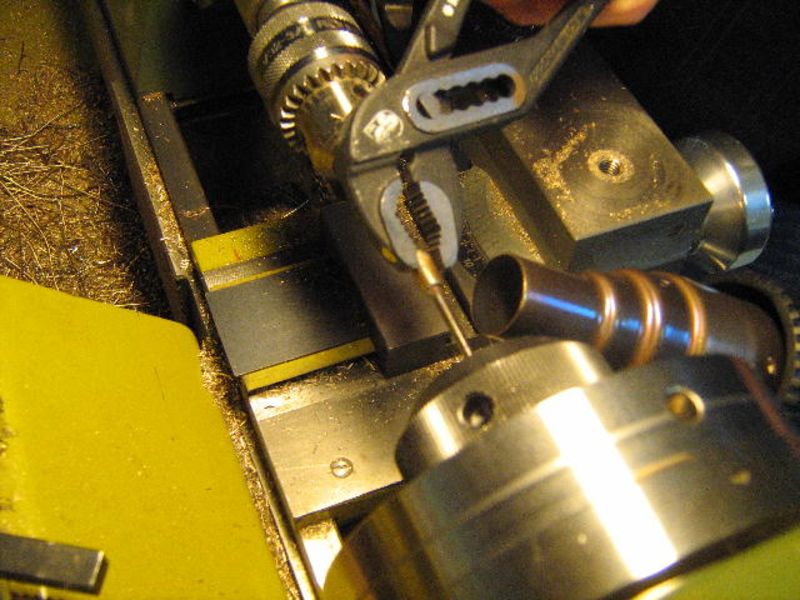
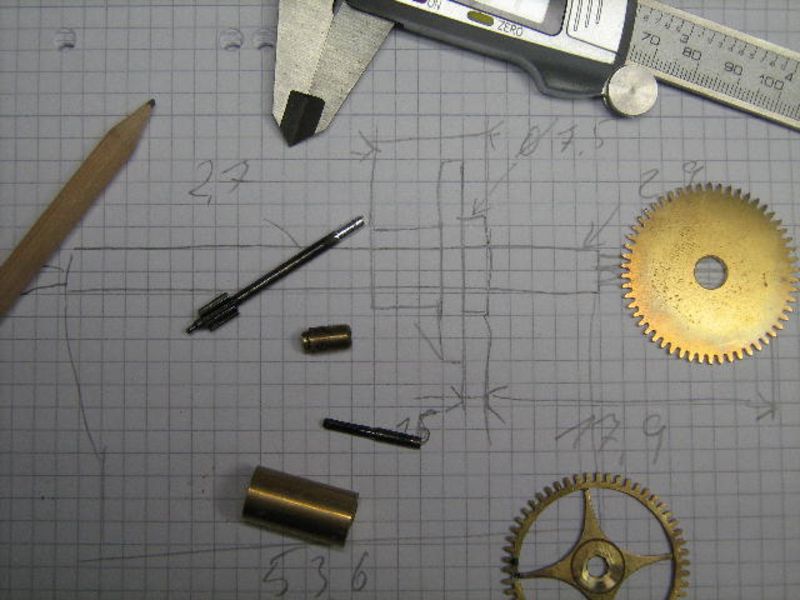
Die einzige vernünftige und vor allem dauerhafte Lösung ist hier der Ersatz des Anlaufrades. Diese Arbeit möchten wir hier einmal vorstellen: